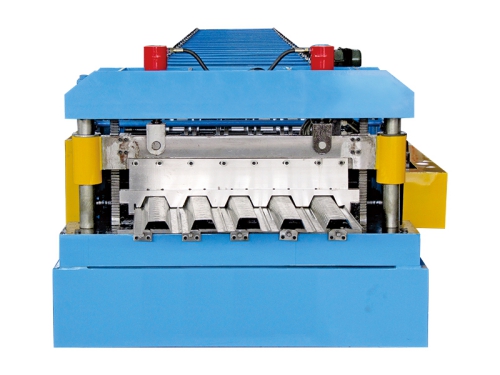
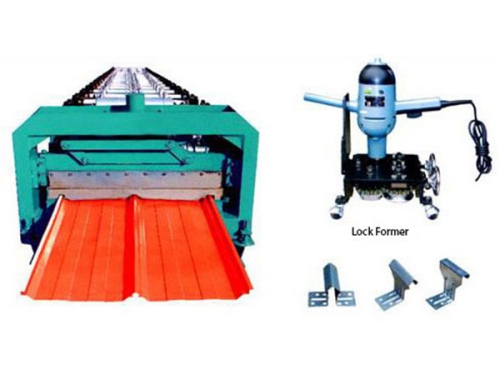
Профилегибочная машина для производства магистральных ограждений




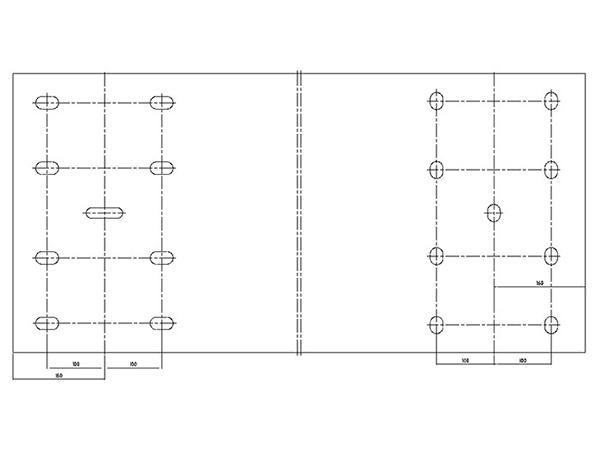
- Параметры листового металла: Ширина: 480 мм; толщина: 3-4 мм; оцинкованная сталь Q235A
- Рабочая скорость: 10 -12 м/мин
- Кол-во прокатных клетей: 13 пар формующих роликов и 7 пар правильных роликов
- Материал роликов: термообработанная подшипниковая сталь GCr15, HRC 58℃-62℃
- Материал валов: высококачественная закаленная сталь 45
- Диаметр валов: ¢85 мм
- Мощность основного двигателя: 35 кВт
- Трансмиссия: двухрядная приводная цепь
- Конструкция профилегибочного стана: металлоконструкция, обшитая металлическими листами
- Мощность правильной системы: 2.2 кВт
- Мощность гидравлического двигателя: 11 кВт, давление: 20 MПa
- Материал дыропробивной и режущей матрицы: Cr12
- Термообработка режущего полотна: HRC 58℃-60℃
- Привод дыропробивного и режущего устройств: гидравлический
- Система управления: ПЛК (Panasonic), преобразователь частоты, погрешность резки ≤± 2 мм
- Размеры: 13500×2700×1600 мм
Конфигурация оборудования
Разматыватель (пассивный, 3 тонны), система трансмиссии, правильная система, прижимное устройство (2 шт.), профилегибочный стан (включая направляющий стол), гидравлические ножницы, гидравлическая система, электрическая система управления, выходной рольганг.
Технологический процесс
Разматывание (в пассивном режиме) → подача листа → выравнивание листа → вырубка отверстий → профилирование → резка по длине → разгрузка.

- Разматыватель
- Прижимное устройство
- Правильная система
- Прижимное устройство
- Горизонтальный дыропробивной пресс
- Вертикальный дыропробивной пресс
- Профилегибочный стан
- Гидравлические ножницы
- Гидравлическая система
- Панель управления с ПЛК
- Выходной рольганг
Запрос от
Другие продукты